


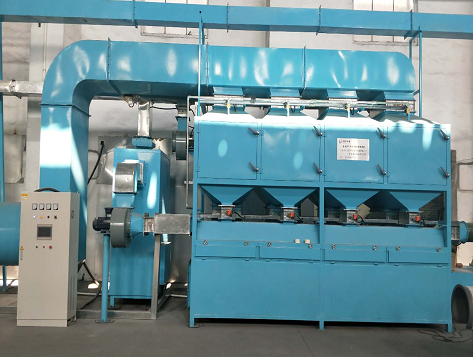


The activated carbon adsorption + RCO regenerative catalytic combustion system is a new generation of VOCs (organic waste gas) treatment equipment developed on the basis of the activated carbon + RTO regenerative combustion method. Compared with RTO, RCO only needs a light off temperature of about 300 ° C (RTO above 800 ° C) under the action of the catalyst, which is energy-saving, safe and completely free of NOx. It is suitable for the treatment of organic waste gas with large air volume, medium and low concentration, dust-free, dry at normal temperature and intermittent emission; According to the adsorption and purification function of porous activated carbon and its desorption property under high temperature, the organic waste gas is adsorbed and desorbed respectively. The desorbed organic matter enters the catalytic combustion device and is subjected to catalytic oxidation treatment at 300-400 ℃, with a removal efficiency of more than 97%. The heat released by the combustion of organic matter is effectively utilized, with a heat recovery efficiency of more than 95%, while the catalytic combustion is 30% and the direct combustion is 50%.
图片2.png
High purification efficiency: purification efficiency of room 2 ≥ 95%, purification efficiency of room 3 ≥ 99%, and high heat storage efficiency: ≥ 95%
Stable performance: modular and standardized design, low error probability, better quality, stable equipment operation and faster delivery time
Low cost: the same purification efficiency can be achieved under the same conditions. Compared with molecular sieve adsorption, it has low resistance and low consumption, lower investment cost and higher cost performance ratio
Stronger pertinence: honeycomb activated carbon has strong durability to paint mist and dust, and is more suitable for the occasion of painting exhaust gas treatment
High safety: the activated carbon adsorption device is equipped with fire resistance, over temperature and over pressure protection measures and fire water protection facilities. The catalytic combustion furnace is equipped with various monitoring devices such as system pressure, combustion temperature and combustion fan, with high safety factor
Low operating cost: This equipment is suitable for intermittent production. Continuous adsorption purification is adopted during the operation of the production line, and desorption is carried out during the shutdown of the production line. According to the actual situation of waste gas generation, the adsorption cycle is long and the desorption frequency is low. Thus, the startup frequency of the catalytic combustion bed is reduced, greatly reducing the operating cost; The heat generated by the catalytic combustion treatment of exhaust gas can be desorbed and regenerated. The desorbed gas is sent to the catalytic combustion chamber for purification. No additional energy is required, the operation cost is low, and the energy saving effect is significant
The activated carbon adsorption + RCO catalytic combustion system is mainly used for the purification and odor elimination of harmful organic waste gas (carbon hydrocarbon compounds, benzene and benzene series, alcohols, ketones, phenols, aldehydes, esters, amines, nitriles, cyanogens, etc.) volatilized or leaked from the coating industry, coating industry, pharmaceutical industry, printing industry, petrochemical industry, leather making, plastics, chemical industry and other workshops. It is especially suitable for occasions with large air volume and medium and low concentration intermittent emission
 |  |  |  |  | ||
| Working principle of activated carbon adsorption | Principle of activated carbon desorption regeneration device (RCO catalytic combustion) |
It is one of the most effective industrial treatment methods to use the adsorption characteristics of activated carbon micropores to adsorb organic waste gas. Activated carbon is a general term for many carbon based materials with adsorption properties. After activation treatment, its specific surface area can generally reach 700-1000m2 / g, with excellent and extensive adsorption capacity. Adsorption can make the purification efficiency of organic waste gas as high as 90-95%. Activated carbon is also a non-polar adsorbent with hydrophobic and organophilic properties. It can adsorb most of organic gases, such as benzene, aldehyde and ketone, alcohol, hydrocarbon, etc. and odor substances. After the adsorption of activated carbon is saturated, it can be desorbed and regenerated by hot air to put the activated carbon back into use. | After the activated carbon is adsorbed and saturated, the organic waste gas in the activated carbon is desorbed by hot air. The concentration of the organic waste gas can be concentrated by 10-20 times by controlling the flow rate of the desorption process. The desorbed gas flows through the electric heating device provided in the catalytic bed and is heated to about 300 ℃. It ignites under the action of the catalyst. The purification efficiency of the catalytic decomposition process can reach more than 97%. After decomposition, CO2 and H2O are generated and a large amount of heat is released, Part of the heat is used to heat the desorbed high concentration exhaust gas through the heat exchanger in the catalytic decomposition bed, and the other part of the air outside the heating chamber is used as the activated carbon desorbing gas. Generally, the electric heater must be started for about 1 hour to achieve the self-equilibrium process of desorption catalytic decomposition. After the thermal balance is reached, the electric heating device can be turned off. Such a regeneration treatment system uses the organic solvent in the exhaust gas as the fuel, so that the regeneration process can achieve self-equilibrium circulation on the basis of no additional energy, greatly reducing energy consumption and no secondary pollution. The whole adsorption and catalytic decomposition process is automatically controlled by PLC. |

In order to ensure the adsorption effect of activated carbon, a paint mist filter is set in front of the activated carbon bed. The process flow diagram and system diagram of the whole purification unit are as follows:
Organic waste gas→Paint mist dust filtration→activated carbon adsorption→Explosion proof exhaust fan→Standard emission of chimney
↓
Catalytic combustion desorption regeneration device
Since the existence of paint mist, dust and moisture will affect the service life of activated carbon, a set of dry filter is added before the activated carbon adsorption bed to further filter the paint mist, dust and moisture in the organic waste gas. The nine way adopts the VQ paint mist purification series, which is an updated alternative to the traditional dry or water wash paint mist purification products, With the characteristics of "simple structure, small floor area, high purification efficiency (up to 90-99%), low operation cost (reusable), no secondary pollution, updating filter materials and convenient maintenance", the product can be widely used in the purification of paint spray in furniture, aviation, automobile, ship, container, electrical appliance, electronics and other industries.
 | 不锈钢丝网 |  | Dry glass fiber paint mist filter cotton |
The stainless steel wire mesh is of penetrating type, which can intercept large paint mist particles and provide aggregation cores for relatively small paint mist particles. Its main function is to avoid the enrichment of large paint mist particles in the subsequent filter media and prolong the service life of the subsequent filter media. This layer of stainless steel wire mesh also acts as a fire retardant. | PA-50 is a paint filter with a deep load layer. It has a continuous and solid monofilament glass fiber structure with a high capture rate of 93% - 97%; Low resistance: 20Pa; High temperature resistance: up to 170 ℃; Filter level: G4; Paint mist absorption: 3500g-4700g; Double layer filter material is adopted, with large dust capacity, low resistance, high filtration speed, flame retardant and no secondary pollution |
The activated carbon adsorption equipment has the advantages of large adsorption capacity, small adsorption equipment, high adsorption efficiency, fast adsorption and desorption, and high utilization rate of organic waste gas resources. The purification efficiency can reach 90-95%, which is very suitable for use under large air volume.
 |  |  |  |
| Adsorption box | Activated carbon | Adsorption fan | Air valve actuator |
The inner and outer walls of the adsorption box are made of Q235 t = 2mm steel plate, and the outside is continuously welded. There are no bubbles, slag inclusions and other phenomena, and the overall appearance is beautiful | Square hole honeycomb activated carbon block (filterability), honeycomb structure with small wind resistance, large specific surface area (800-1000m2 / g), good adsorption effect, purification efficiency of 90-95%, suitable for use under large air volume; The activated carbon adsorption bed can be desorbed and regenerated by the heat generated by the catalytic combustion treatment of exhaust gas. The desorbed gas is sent to the catalytic combustion chamber for purification, without additional energy, with low operating cost and significant energy saving effect. Meanwhile, the exhaust gas purification efficiency is high and meets the environmental protection emission standards. | 4-72 / 4-73 centrifugal fan, no temperature resistance requirement, belt pulley drive, low energy consumption, high efficiency and strong stability; Multi blade impeller, made of 16Mn, with noise no more than 85dB (a); The air volume, air pressure and other parameters of the fan meet the design requirements | The electric air valve actuator is controlled by microcomputer and has automatic overload protection within the range of 0-90 ° full stroke; The operating angle can be adjusted arbitrarily within the range of 0-90 ° in units of 5 ° to make the setting of the maximum opening of the valve very convenient; Adopt fully enclosed structure, with higher reliability. |
It is composed of flame arrester, heat exchanger, preheating chamber, thermocouple, catalytic decomposition bed, explosion-proof device, desorption fan, etc. under the action of catalyst, only the ignition temperature of about 300 ° C (RTO & nbsp; above 800 ° C) is required, which is energy-saving and safe. It does not produce NOx at all. The removal efficiency of organic waste can reach more than 97%, and the thermal recovery efficiency can reach more than 95%
 |  |  |  |  |
| Flame arrester | Heat exchanger | Thermocouple | Catalytic bed | Desorption fan |
It is composed of special multi-layer metal mesh, which can prevent flame from passing through and filter out large particles (dirt) in the gas. It is one of the safety devices of the purification device | Use the heat released by the catalytic reaction to heat the imported exhaust gas, improve the utilization rate of heat energy and reduce the heating power; The liner is SUS316L δ 3mm stainless steel is made by argon arc welding. It has large heat exchange area and high heat exchange efficiency. It is equipped with an air pressure switch. When there is no circulating air, the burner will be cut off immediately and heating will be stopped. It has high safety | The stainless steel protection tube is used to measure the inlet heating temperature and purification temperature | It is composed of noble metal catalysts (PT, PD and Au) of multi-layer ceramic honeycomb, with low light off temperature (light off at 200 ℃), integral honeycomb structure, small resistance, normal operation with low-pressure fan, low power consumption and low noise; High removal efficiency (> 95%) and over 99% of typical VOCs pollutants, strong catalytic activity, high temperature resistance, oxidation resistance and corrosion resistance. The catalyst itself does not participate in the reaction, and there is basically no consumption before and after the reaction. The service life is long and the normal service life is 3-5 years | Rear induced draft type is adopted to make the device work under negative pressure. Centrifugal fan, no temperature resistance requirement, belt pulley drive, low energy consumption, high efficiency and strong stability; Multi blade impeller, made of 16Mn, with noise no more than 85dB (a); The air volume, air pressure and other parameters of the fan meet the design requirements |
Safety measures componentsThe activated carbon adsorption + RCO catalytic combustion system is automatically controlled by PLC, which can make the desorption cycle in the purification system and the waste heat cycle after catalytic reaction operate continuously without shutdown, stable and efficient; Overload, short circuit and phase loss protection, and equipped with fire resistance dust collector, pressure relief outlet, temperature over temperature alarm and valve PID control device to ensure the safety of the whole system. |  |
| Serial number | entry name | Parameters / specifications |
|---|---|---|
| 1 | Treatment air volume (m3/h) | 55000 |
| 2 | Exhaust gas concentration(mg/ m3) | ≤1000 |
| 3 | Exhaust gas inlet temperature(℃) | ≤40 |
| 4 | Gas composition of treated organic waste gas | Gas containing benzene, toluene and xylene |
| 5 | Purification efficiency | ≥95% |
| 6 | Equipment running resistance(pa) | ≤1500 |
| 7 | Desorption power(kw) | 48 |
| 8 | Number of activated carbon beds | 4 |
| 9 | Desorption heating time (H) | 1-1.5 |
| 10 | Desorption time (H) | 0.5-1 |
| 11 | Desorption temperature (℃) | 80-120 |
| 12 | Type of activated carbon | Activated carbon fiber |
| 13 | Thickness of activated carbon fiber(mm) | 10 |
| 14 | Replacement time of activated carbon (year) | 2~3years |
| 15 | Activated carbon loading (M³) | About 2 |
| 16 | Catalyst type | Honeycomb ceramic noble metal catalyst |
| 17 | Reaction light off temperature | 260℃ |
| 18 | reaction temperature | 280℃ |
| 19 | Service life of catalyst | 8000-10000小时 |
| 20 | Total installed power (kw) | 56 |
Note:
the equipment dimensions are for reference and can be designed and manufactured according to the customer's product dimensions.
If you want to customize it, you can click this text
1. It has double certificates of ISO9001 quality management system and environmental management system to protect the product quality
2. In 2014, it was listed as a high-tech environmental protection coating enterprise recognized by aerospace enterprises
3. National high-tech enterprise and safety production standardization certification company
1. Complete the technological innovation of "coating industrial robot", "coating waste gas treatment system", "environmental protection recycling abrasive recovery system" and "composite strong sand absorption base plate technology"
2. Obtained 8 national patents and possessed independent intellectual property rights
3. More than ten years of experience in the application and implementation of equipment (standard and non-standard) and production line customization projects, which is trustworthy
1. Not practicing fraud and sticking to quality is the first lifeline of the enterprise
2. The source equipment manufacturer has a warranty period of two years (excluding vulnerable and consumable parts), and the price is guaranteed on the basis of quality assurance
1. Have a professional trained construction team to complete the project with quality assurance
2. The after-sales department implements 7 * 24-hour telephone or online service
3. It has after-sales service stations in Beijing, Shandong and Zhejiang, and has a perfect after-sales system with high troubleshooting efficiency




Tel:+86 15397002335
Add:Jiande City, Hangzhou, Zhejiang Province
E-mail:E_mail:bjjthw@163.com
